长输油气管道管体缺陷会造成管道失效、管输产品泄漏。因此,相关规范规定必须定期对管道进行内检测,以发现管体缺陷并及时修复,避免管道失效。
管道检测器在管道内运行结束后,对检测数据进行分析、评价,出具检测报告,对所选取的缺陷的位置、类型、尺寸信息进行实地验证。
为了解决里程差的校正问题,一般每1 km设置1个地面标记器进行辅助定位,这种方式极大地增加了内检测跟踪的工作量。同时,由于地形起伏等原因,有效的地面标记点与缺陷点之间也存在误差。
管道内检测开挖流程
根据缺陷数据表或者开挖单,在管道沿线找到参考桩,如果有磁标记,应找到参考桩附近的磁标记。以磁标记或参考桩为起点,利用GPS定位仪(如果地势较平坦且管线走向为直线,可以用卷尺)测量腐蚀缺陷数据表中给出的间距,得到目标环焊缝位置,进行开挖。根据缺陷数据表给出的环焊缝与上、下游螺旋焊缝交点的时钟位置,判断开挖的环焊缝是否是目标环焊缝。对螺旋焊缝缺陷、内腐蚀缺陷等,采用超声波等检测手段检测开挖处是否存在缺陷。对缺陷进行修复后,做好防腐、回填工作。图1为长输油气管道开挖验证流程。
确定目标环焊缝
目标环焊缝确定原则
对螺旋焊缝管来说,每个环焊缝与螺旋焊缝都有上下游2个交点,并且2个交点的时钟位置不同,以此来确定开挖点的环焊缝是否为目标环焊缝。
若缺陷修复列表中给出的参考焊缝均为缺陷的上游环焊缝,则当缺陷距离上游环焊缝较远时,考虑到开挖的经济性,此时可选择其下游环焊缝为参考环焊缝进行开挖,以降低开挖量。
由于存在内检测信号偏差或地面测量误差,经常发生开挖环焊缝并非目标环焊缝的误开挖情况,应重新确定目标环焊缝的位置。首先对比漏磁检测数据上其他环焊缝与螺旋焊缝交点的时钟位置,确认其编号。由于时钟位置存在误差,开挖环焊缝编号的确定较困难。此时还可以辅以其他方式,如根据相邻环焊缝的时钟位置、管长及管道上的其他特征,确认开挖环焊缝的编号。然后根据环焊缝绝对里程列表,得到开挖环焊缝与目标环焊缝的绝对里程,将两者相减即可得到开挖环焊缝与目标环焊缝的距离。根据此距离确定目标环焊缝位置后重新开挖。
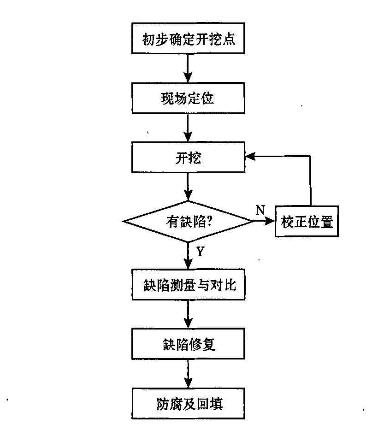
图1长输油气管道开挖验证流程
目标环焊缝定位技巧
利用GPS定位仪得到目标环焊缝的初步位置后,可先行开挖出管线12点钟方位部分,用卷尺、直尺等工具测量螺旋焊缝与环焊缝在12点钟方向上的距离,通过查阅工程建设资料或者漏磁检测数据查看管线螺距,即可推算出该螺旋焊缝与环焊缝的交点。图2为管线展开示意图。

