随着电子行业的发展,铝合金薄壁腔体零件应用日益广泛,该类零件具有重量轻、结构紧凑等优点,但该类零件还具有加工时间长,工序较为复杂以及难以控制等等难点。
GIS壳体规格φ700mmx16mm,由变形铝合金板材卷制成的容器,壳体纵焊缝和环焊缝均采用自动焊接技术焊接而成。壳体内部填充高压绝缘气体,内部气压为0.6MPa。要求对壳体纵焊缝和环焊缝进行超声检测,检测要求依据NB/T47013.3-2015《承压设备无损检测超声检测》附录H《铝和铝合金对接接头超声检测方法和质量分级》相关规定实施。验收级别依据TSGR0004-2014《固定式压力容器检验规程》第4.5.3.4.2条,GIS壳体对接焊缝局部超声检测技术等级不低于B级,合格级别不低于II级。
1、探头参数选择
1.1探头折射角(K值)
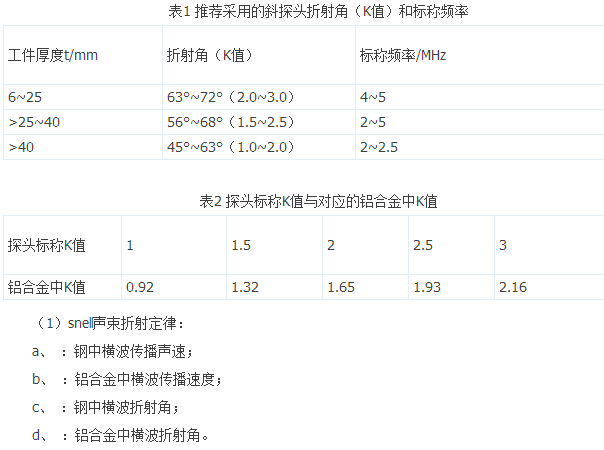
探头折射角依据表1(NB/T47013.3-2015第6.3.6条表25)推荐选择,表1为推荐采用的斜探头在钢中的横波声束折射角(K值),即厚度范围4~25mm的钢制工件进行超声检测,应选择折射角(K值)为K2.0~K3.0的斜探头。在声速测量实验中测得钢的横波传播声速约3240m/s,铝合金的横波传播声速约3100m/s,利用snell折射定律计算出横波声束在铝合金中的折射角,换算结果如表2所示。结合上述要求,厚度为16mm的GIS壳体对接接头超声检测选用K3的横波斜探头较宜。
(2)探头折射角(K值)计算公式:
1.2探头频率f
由于GIS壳体焊缝厚度较薄,壳体母材厚度仅为16mm,超声检测GIS薄壁壳体焊缝可忽略声波散射的影响,而超声波检测中灵敏度和分辨率显得非常重要,频率是影响分辨率的重要因素。根据相关试验数据表明:超声波检测壁厚不大于30mm的铝合金工件,选用频率为5MHz的横波斜探头,检测灵敏度和分辨率均较佳。
1.3探头晶片尺寸
晶片尺寸是影响超声检测结果的重要因素,主要对衰减系数、近场区大小和反射当量存在较大影响。GIS壳体焊缝厚度较薄,考虑近场区由于声波的干涉而出现一系列声压极大极小值,对超声波检测结果影响最大,根据近场区计算公式3可知,探头晶片尺寸与近场区N成正比。因此选用较小的探头晶片可以有效避免近场区声波干涉的影响。根据目前现有的探头规格,宜选用尺寸为6mmx6mm的晶片。
(1)近场区N计算公式:
a、Fs:探头晶片面积大小;
b、λ:超声横波在铝合金中传播的波长。
2、试验方法
2.1仪器调校
GIS壳体对接焊缝实施检测前应对仪器进行调校,主要调校铝合金中横波传播声速、延迟(零偏)及铝合金中声束折射角(K值),应采用与GIS壳体铝合金声学性能相同或相似材质的标准试块进行调校,仪器调校方法与钢制工件超声检测方法相同。
2.2DAC曲线绘制
依据NB/T47013.3-2015附录H,厚度为16mm的GIS薄壁铝合金壳体,应采用与GIS壳体铝合金材质声学性能相同或相似的1号铝合金对比试块制作DAC曲线。试块规格如图2,横孔深度为5mm、15mm、25mm、35mm,DAC曲线灵敏度如表3(NB/T47013.3-2015附录H表H.2)。
