港珠澳大桥跨越珠江口伶仃洋海域,是中国首座涉及“一国两制”三地的世界级跨海大桥,也是列入《国家高速公路网规划》的重要交通建设项目。作为21世纪中国公路钢桥建设的标志性超级工程,港珠澳大桥对桥梁的耐久性和抗疲劳等性能提出了更高、更细的要求,第一次提出了桥梁寿命达到120年的要求。
港珠澳大桥钢箱梁U肋焊缝检测难点
港珠澳大桥总长49.968公里,其中钢厢梁长22.9公里。钢箱梁桥面板与U肋连结的角焊缝,在服役时承受着复杂的载荷形式,产生的变形情况亦比较复杂。桥梁一旦投入运行,桥面板几乎不可更换,桥面板如发生破坏将难以补救,国内外很多桥梁由于U肋处出现大量裂纹而给桥梁的维护带来巨大的压力,也对其正常运行产生了深远的影响。
因此,控制桥面板U肋角焊缝的质量,是桥梁运行安全性和耐久性的关键之一,但国内外均无有效的检测方法和检测标准,主要靠制造工艺来间接保障U肋角焊缝质量。国外采取的措施是对U肋的加工质量、U肋板块的组装质量、点焊质量、焊接工艺、人员素质等层层把关,投入大量管理人员加强现场监督,确保施工过程在监督人员在场的情况下进行,确保工艺实施不打折扣;国内由于受工期、管理成本、管理人员和施工人员素质等因素影响,实际工艺实施的规范程度波动较大、质量风险很高。
港珠澳大桥钢箱梁U肋角焊缝要求焊接熔深大于U肋板厚的80%,U肋厚度为8mm,试验件如下图所示。几乎所有的国内外超声检测标准均要求焊缝为全熔透,目前尚没有针对未焊透焊缝的超声检测工艺标准及评定标准。板厚8mm是现行的国内外大多数超声检测标准的下限,即小于8mm板厚即不满足标准要求,超声检测很难辨别未焊透顶端信号与其他缺陷信号或几何反射信号,分辨力较差,而且对未焊透的测量依赖波幅法,该方法定量精度较差,无法满足桥梁测量精度的要求。
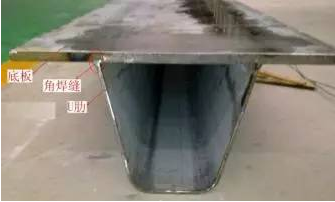
桥面板U肋角焊缝试验件
U肋角焊缝的现行检测方法主要有:低倍宏观法、目视+磁粉检测法、射线检测法,但这些检测方法都存在不足之处。低倍宏观法是将试板的焊缝区域磨制抛光腐蚀厚进行熔深检测,是破坏性检测,无法实现在线检测。目视+磁粉检测,仅能检测表面及亚表面的缺陷(深度约2mm),无法进行焊缝内部缺陷检测和熔深测量。射线检测的施工难度大、工作效率低、成本高,很难满足工程进度的需要,U肋角焊缝处透照厚度差大,会造成成像质量差、灵敏度低,而且底片无法提供焊缝区域的高度和深度信息。
由于实际生产过程中无法精确检测焊缝内部质量,U肋角焊缝的实际熔深无从知晓。为了确保港珠澳大桥优质钢箱梁的制造和质量监控,作为港珠澳大桥全桥钢结构业主检测单位的江苏法尔胜材料分析测试有限公司,联合中铁山桥集团有限公司和相控阵仪器供应商共同开展了U肋角焊缝相控阵检测的研究作。

港珠澳大桥钢箱梁U肋焊缝超声相控阵检测技术
超声相控阵检测技术可采集三维信息,同时捕捉U肋焊缝各个截面不同位置的回波信息,比普通A型超声脉冲
