于电信号中,噪声无处不于。而涡流检测尤其是远场涡流检测步骤中,最令检测人员头疼而又无法避免的也莫过于噪声的变化了。如果噪声水平过高,则会造成现场采集的涡流信号无法满足数据报告分析要求,因此于数据报告采集和分析步骤中,准确判断噪声来源并及时采取措施来消除噪声是非常重要的。
信噪比的变化原因
信噪比,通常表示为SNR或S/N,是指检测人员想要获得的缺陷信号能量与背景噪声能量之间的比值。通常定义缺陷的最小可检出能量为2倍的噪声能量,即S/N=2。
于实际检测步骤中,信噪比的变化原因主要包括:检测设备、被检部件的清洁情况、所使用的电源、增益设置、滤波设置等。
数据报告采集期间信噪比的提高方法
于涡流检测步骤中,噪声可能来源于探头、仪器或者是被检工件。
其中,探头当属检测设备中对信噪比变化最大的部件。
探头对于信号的变化原因一方面取决于制造工艺的好坏与否,另一方面则存于于现场使用步骤中。而探头造成的噪声信号一般是探头与被检工件之间距离发生变化而产生的提离信号,当内穿式探头填充系数较低时,探头于被检管内易发生晃动而产生较多的提离信号。提离信号于多数涡流检测中较易与缺陷信号相区分,但是如果提离信号过多过强,则也会对信号分析造成不小的困扰。
比较好的解决方法是提高探头的填充系数并使用花瓣对中型探头。提高探头填充系数不但是能降低探头于管材中的晃动,其本身也能够提高探头的响应该灵敏度,对提高信噪比作用明显。但是过高的填充系数会造成探头推拔困难、降低探头通过能力并加剧探头磨损。而探头于过度磨损之后,则会产生电压峰值信号等噪声,严重变化检测信号质量。一般来说,填充系数保持于85%~90%,根据换热管内部洁净程度不同,检测长度于3000~7000米之后就应该该对探头进行更换。
如果被检管未被仔细彻底的清洁,其内外壁上的附着物也会对信号造成变化。
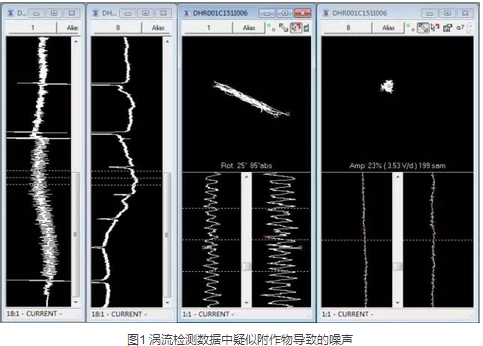
准确地说,只要是导电的附着物均会产生噪声,但是磁导率较大的附着物、尤其是铁磁性附着物所产生的噪声信号更强,对信号质量造成的变化也更为强烈。解决办法是清洁被检管,并清洁探头之后进行复检。
于检测步骤中,另一个有效提高信噪比的办法是提高激励电压增益。
但是激励电压有上限值,除了对应该涡流仪本身的限制以外,过高的激励电压会导致信号饱和以及探头线圈过热,如果探头线圈长时间处于过热状态易失效损坏;尤其是远场涡流检测中,线圈匝数较多且功率较大,更易发生因激励电压过高而导致探头损坏。很多设备为了保护探头线圈,激励电压上限一般设为10V,很多探头的设计电压也由此而来,其实,对于常规涡流检测中的bobbin探头来说,15V以内的激励电压都是可以的。
于现场采集实施步骤中,还应该注意仪器接地良好,并做好线缆屏蔽,避免仪器及线路受到电磁干扰。此外,如果有大功率设备与涡流检测仪器共用电源,也会对涡流仪器造成非常大的电噪声干扰,特别是检测人员于信号采集步骤中发现信号中有大量幅值高且相同,角度具有较强规律性的噪声时,就应该当怀疑电源可能受到变化,并排查所使用的电源箱或上游电源箱是否接有行吊、电焊机等大功率电源设备,因此于检测现场要重点关注交叉作业情况。
数据报告分析期间信噪比的提高方法
数据报告分析人员首先应该该熟悉现场作业情况,了解噪声的可能来源,并采取对应该的措施。数据报告分析阶段常用的提高信噪比的方法主要有:合适的角度标定、通道复制、滤波。
