张文雍,徐鸿
华北电力大学能源与动力工程学院,北京(102206)
E-mail:zwy_302@yahoo.com.cn
摘 要:文章以“节能降耗”为出发点,综述了电厂积垢问题的严重性以及带来的经济损失,介绍了超声波除垢方法存在的优点,探讨了超声波应用于除垢的机理,并且从电厂换热器方面介绍了超声波在抑制结垢方面的应用。指出超声波除垢是除垢技术今后的发展方向,同时也是今后电力行业防除积垢技术的发展方向。
关键词:超声波;除垢;换热器;应用
中图分类号:TB559
1. 引言
近年来,国家大力提倡“节能降耗”,简言之就是节约能源、降低消耗,用最少的投入去获取最大的经济效益。节能降耗、点滴节约是企业的立身之本,谁怠慢了它,轻视了它,谁就会失去立足之基。我们不能不屑于一滴水、一度电、一块煤的价值,这些都将直接影响到企业的经济效益。
电厂中的积垢问题就严重影响了电厂的经济效益,换热器是电力领域中的重要组成设备之一,换热器在使用过程中,污垢沉积物会不可避免地出现在传热表面上,出现积垢现象,低温换热器也许是唯一的例外[1]。换热器的积垢防治是急需解决的问题。污垢沉积物热阻较高,大大降低了传热速率,有时由于污垢的存在使传热面积需增加 100%;同时由于结垢减小了流道面积,介质流动阻力增大,能耗增加,由此而造成了一系列的经济损失。据统计,我国每年由于换热器积垢而造成的损失高达100 亿元以上。
以一电厂600MW 机组双背压凝汽器为例进行计算,冷却水管结垢0.3mm 时使凝汽器真空下降1.6Kpa,使机组的功率减少7572.304Kw,使机组的热耗率增加95.91kJ/(Kw·h)。按每年300 天计算,一年减少收入:7572.3×24×300×0.35=1908 万元。可见,电厂积垢问题对经济效益的影响,从侧面也就降低了能源的利用率问题,因此,我们要对污垢问题引起足够的认识和重视。而超声波除垢是最近几年来研究很活跃的话题,由于无化学污染,运行费用低,可在线连续工作等优点而备受关注。
2. 声波除垢简介
超声技术的用途可以分为两大类:检测超声和功率超声,两者的主要区别是介质微粒的振动幅度不同。检测超声介质微粒的振动幅度很小,主要用于采集信息,对物体进行无损检测;功率超声则利用能量来改变材料的某些状态,需要比较大的功率。超声波防除积垢技术是功率超声的应用。
2.1 声波除垢的机理
近年来,超声波技术在化学反应强化、化工过程强化、废水处理以及设备防、除垢等方面的研究十分活跃[2,3,4]。
2.1.1 活化效应
超声波在液体介质中通过空化作用,可以使水分子裂解为H·自由基和HO·自由基,甚至H+和OH-等。而OH·与积垢物质离子可形成诸如CaOH、MgOH 等的配合物,从而增加水的溶解能力,使其溶解积垢的能力相对提高。也就是说,超声波能提高流动液体和积垢物质的活性,增大被水分子包裹着的积垢物质微晶核的释放,破坏垢的生成和在管壁沉积的条件,使积垢物质在液体中形成分散沉积体而不在管壁上形成硬垢。超声波能极大地提高过饱和溶液的成核速率,有利于在溶液中形成大量的小沉淀颗粒,从而消除溶液的过饱和度,缓解固体表面成垢的压力。
2.1.2 空化效应
超声波的辐射能对被处理液体介质直接产生大量的空穴和气泡,也就是把液体拉裂而形成无数极微小的局部空穴,当这些空穴和气泡破裂或互相挤压时,产生一定范围的强大的压力峰,这一强压力峰能使积垢物质粉碎悬浮于液体介质中,并使已生成的积垢层破碎使其易于脱落。根据理论和实践测算,用20kHz、50W /cm2 的超声波对1cm3 液体辐射时,发生空化的气泡数为5×104/s,局部增压峰值可达数百甚至上千大气压。空化效应的存在,很显然超声波不仅能增大溶液的电导率,而且会降低溶液的表面张力及粘度[5]。
2.1.3 剪切效应
当超声波由结垢热交换热备金属外表面向里传播时,即会引起金属换热界面上的垢质跟随金属振动。但由于垢质的性态和弹性阻抗(弹性系数)不同,垢质与金属会在换热界面上形成剪切应力作用,导致金属换热界面上的垢质层疲劳、裂纹、疏松,破碎而脱落,这就是剪切效应[6]。剪切效应可以起到除垢的作用。此外,超声波辐射压力、声学毛细管现象、科努瓦诺夫效应和声流对积垢生成也有直接的防除效应。
2.2 声波除垢的特点
传统的清垢方法不外乎两种:在线清垢和停工清垢。在线清垢的方法有:注入阻垢剂、涂料法、永磁法、电极法及高频法。其中注入阻垢剂,用量难以把握,清垢效果时好时坏;涂料法对涂料工艺要求高且价格昂贵,若达不到工艺要求,会造成涂料脱落,起不到防垢作用。后三种方法因成本高或实施困难很少使用。停工清垢常常是计划外停工、装置局部停工或各设备切换条件下进行,不但给正常生产造成了影响,同时会增加计划外费用。与传统的除垢方法相比,超声波除垢有以下优点[7]:
(1) 使用超声波防除积垢后,不再需要定期做化学除垢,会延长设备的寿命;
(2) 使用超声波防除积垢后,生产更加稳定、可靠,降低了设备的停机时间;
(3) 从提高生产效率、消除化学除垢和提高机械设备寿命计算,超声波防除积垢具有较好的经济效益;
(4) 超声波防除积垢法,无化学污染,不造成任何环境危害,具有较好的社会效益;
(5) 超声波防除积垢法,运行费用低,可在线连续工作,可实现全自动化,无须设岗专人操作。
3. 超声波防垢器在凝汽器上的应用
1998 年初, 大庆石化分公司根据安排,针对如何防止凝汽器在运行过程中结垢进行了调研和论证。基于成都传感换能技术研究所开发的超声波防垢器在防垢领域中的先进技术,并且在油田管道应用效果较好,遂在1998 年4 月份装置停工检修期间与厂家合作,在裂解气压缩机凝汽器循环水入口管段安装了两台C-5000 型时控超声波防垢器,并于6 月份进行了现场调试。
3.1 设备的安装
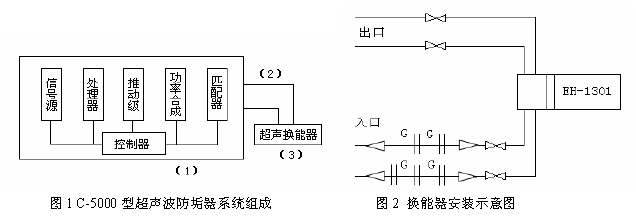
该厂凝汽器EH-1301 应用的C-5000 型防垢器主要由超声波功率发生器(1)、传输电缆(2)和装于凝汽器循环冷却水入口管道内的压电式换能器(3)组成,如图1 所示。功率发生器机箱安装在压缩机厂房操作室内,将换能器安装在凝汽器的两条冷却水入口管道内,经传输电缆引出,连到功率发生器上。超声波功率发生器产生25kHz±3kHz 的超声波电功率信号,经传输电缆到管道内的压电式换能器,将交变的电信号转换成相应的机械振动,即超声波信号。图2 为带G 管的换能器EH-1301 循环水入口管段上的安装示意图。
3.2 超声波防垢器的应用效果
1997 年6 月,超声波防垢器安装调试后,开始连续在线运行。该厂对防垢器投用后的防垢效果进行了长期跟踪测试。由于1998 年装置未进行检修,至1999 年4 月末,凝汽器已连续安全运行两年时间,从各项运行数据(表1)及检修后检查情况看,防垢效果非常明显。

3.3 使用前后效果对比
(1)循环水出口温度升高。该厂凝汽器入口循环水采用二级水,温度一直控制在31℃~34℃之间。1997 年6 月份防垢器安装后,凝汽器出水温度一直保持在43℃以上,比防垢器投用前提高了5℃左右,循环水吸热量增加。凝汽温度与冷却水出口的传热温差降低。
(2)透平排汽温度降低,真空度上升。防垢器安装后,透平真空度一直维持在0.085~0.087MPa范围内,与安装前相比,抽汽量不变,尽管透平排汽量增大,但排气温度平均下降了10℃,真空度上升了0.015MPa。
4. 结语
超声波除垢具有既能防止积垢的形成,又能破坏已有积垢的双重作用。超声技术在石油化工等领域中的成功运用,可提高产品质量,保障生产和设备的安全运行,降低成本,提高生产效率[8]。超声波防除积垢技术操作简单、成本低,是今后电力行业防除积垢技术的发展方向。
参考文献
[1]. Collier J G.Heat Exchanger Fouling and Corrosion[C].In Heat Exchanger: Thermal-Hydraulic Fundamentalsand Design(Kakac S, Bergles AE and Mayinger F,eds.),Hemisphere, Washington, D.C.1981:999-1011.
[2]. 李淑琴,程永清.声化学法除垢研究[J].陕西化工,1997,(9):22-23.
[3]. 念保义,陈金平.超声波抑制积垢的影响因素与机理的研究[J].天津化工,2001,(5):10-12.
[4]. 罗宪中,李贵平,翁良华. 超声波领域新拓展—超声防垢[J].清洗世界,2004,(06):52-55.
[5]. Cloke J B, Knowles E C, Anderson R J. Ethyl in irlocy-clopropanecarboxy late hydrochloride [J]. TheJournal of the American Chemical Society, 1936, 58:2547-2549.
[6]. 李雅莉.超声波清洗的原理与实际应用[J].清洗世界,2006,(07):31-35.
[7]. 赵国华,姜峰,李修伦.超声波技术在制盐工业中的应用前景[J].海湖盐与化工,2004,33(5):34-36.
[8]. 胡爱军,黄运贤,丘泰球等.超声波防除积垢节能技术及设备的工业化应用[J].应用化工,2001,30(5):37-40.
Application of Ultrasonic Scaling in the Power Plant
ZHANG Wenyong, XU Hong
Department of Energy and Power Engineering, North China Electric Power University, Beijing,102206
Abstract
In this paper, starting from the point “energy-saving and cost-reducing”, an overview of the seriousnessand the economic losses caused by power plant fouling are carried out. The paper investigates themechanism and the benefits of ultrasonic used in cleaning fouling, as well as its application in powerplant heat exchangers. It is possible to come to the conclusions that ultrasonic cleaning is the rightdirection of cleaning fouling technology development in the future, but also fouling control technologyin power industry.
Keywords: ultrasonic; scaling; heat exchanger; application
网站备案: 冀ICP备16020527号-6
Copyright @ 2015 NdtCn.Org All Right Reserved
